
ETEK Parking has implemented a 2-level smart puzzle parking system at the Phu Dong Sky Garden project, effectively solving the challenge of limited parking space.
Unilever builds smart factory, digitalizes supply chain
Driving digital transformation projects and focusing on building smart factories and intelligent supply chain management is the strategy of Unilever Vietnam.
Unilever Vietnam's digital transformation journey began in 2019 with the vision of becoming a leading consumer goods company in Vietnam in terms of digital transformation. Specifically, digitalization efforts in production and distribution chains were set with specific goals, timelines, and plans.
First and foremost, the company is digitizing the entire production and supply chain. The system integrates Internet of Things (IoT), artificial intelligence (AI), and super applications to connect all activities on a single platform. This enables a 10x acceleration in operations throughout the chain, handling large volumes of data and tasks. As a crucial link in the transformation from business plans to final products delivered to customers, Unilever's factories not only automate production lines but also aim for smart factory models and robotics.
As a crucial link in the transformation from business plans to final products delivered to customers, Unilever's factories not only automate production lines but also aim for smart factory models and robotics.
At the same time, the company is also moving towards real-time operations to immediately respond to customer and market needs. Company representatives noted that this is a significant goal of the supply chain that consumer goods companies worldwide are aiming for.
To achieve these goals, Unilever Vietnam proactively invests in digital talents by attracting talent, providing deep training, and implementing key projects. Vietnam is one of the first markets where Unilever has established a specialized digital transformation expert group, internally training over 300 data analysts, and fostering a digital transformation movement across departments.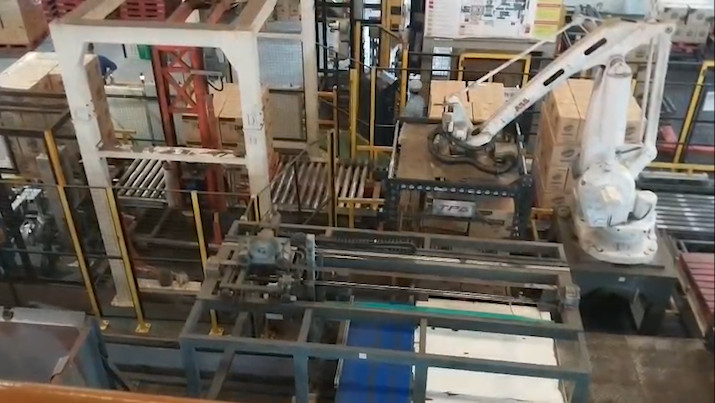 Beyond just digitization, the company also aims to imbue a digital transformation mindset throughout its activities and departments. Digitalization is seen as Unilever's competitive advantage to drive superior performance and human development, preparing for future trends and opportunities.
Beyond just digitization, the company also aims to imbue a digital transformation mindset throughout its activities and departments. Digitalization is seen as Unilever's competitive advantage to drive superior performance and human development, preparing for future trends and opportunities.
Mr. Pham Manh Tri, Vice President in charge of Supply Chain at Unilever Vietnam, stated that from the perspective of a consumer goods company closely tied to millions of Vietnamese families, digital transformation helps Unilever fuel most activities, motivating enhanced production capacity and the company's position. Additionally, digital transformation helps the company effectively reach customers and creates conditions for developing human resources in line with future trends.
"We will continue to develop and further accelerate the digitalization journey, complete the smart factory and supply chain goals, contributing to the National Digital Transformation Program initiated by the Prime Minister," Mr. Tri said."
First and foremost, the company is digitizing the entire production and supply chain. The system integrates Internet of Things (IoT), artificial intelligence (AI), and super applications to connect all activities on a single platform. This enables a 10x acceleration in operations throughout the chain, handling large volumes of data and tasks.
At the same time, the company is also moving towards real-time operations to immediately respond to customer and market needs. Company representatives noted that this is a significant goal of the supply chain that consumer goods companies worldwide are aiming for.
To achieve these goals, Unilever Vietnam proactively invests in digital talents by attracting talent, providing deep training, and implementing key projects. Vietnam is one of the first markets where Unilever has established a specialized digital transformation expert group, internally training over 300 data analysts, and fostering a digital transformation movement across departments.
Mr. Pham Manh Tri, Vice President in charge of Supply Chain at Unilever Vietnam, stated that from the perspective of a consumer goods company closely tied to millions of Vietnamese families, digital transformation helps Unilever fuel most activities, motivating enhanced production capacity and the company's position. Additionally, digital transformation helps the company effectively reach customers and creates conditions for developing human resources in line with future trends.
"We will continue to develop and further accelerate the digitalization journey, complete the smart factory and supply chain goals, contributing to the National Digital Transformation Program initiated by the Prime Minister," Mr. Tri said."
Others Projects

ETEK has successfully implemented a project to supply and install 5 Markem-Imaje 9750+ industrial inkjet printers for an electronic components factory. The project's goal is to replace old printing equipment and meet the increasing requirements for resolution and accuracy in printing micro QR codes on electronic products.

ETEK implemented the Pick to Light system for 15 Kitting areas and 7 Sequencing areas with a total of 3,575 components, reducing picking time, reducing errors and increasing productivity. The project included mechanical and electrical installation, integration with the manufacturing management system (MES) and operator training. The result: increased operational efficiency, synchronized data management, stable operation, meeting the high requirements of the automotive industry.

Client: A Japanese enterprise specializing in the production of auxiliary equipment for automobiles and motorcycles
Quantity: 01 assembly line
Project Name: Supply of Speaker Assembly Line
Quantity: 01 assembly line
Project Name: Supply of Speaker Assembly Line
Through nearly 15 years of cooperation and continuous learning from our Customers, ETEK has matured significantly in technical capability and has also achieved comprehensive improvement in processes, management mindset, and working culture. From the early, challenging projects to now, ETEK is honored to be a supplier of numerous machines and production lines, providing various specialized automation equipment for key stages in the industrial manufacturing process.

With the orientation of "long-term development with customers, built on technical expertise and sustainable responsibility," we are proud to continue our collaboration with a leading Japanese electronics partner on the Paper Roll Assembly Machine project – a challenging endeavor that stands as a testament to the trust and strong bond between our two companies

Client: A sports eyewear manufacturing company in China
Quantity: 01 machine
Machine Name: Anti-Fog Coating Machine for Swimming Goggles
Quantity: 01 machine
Machine Name: Anti-Fog Coating Machine for Swimming Goggles
_cr_480x300.png)
ETEK implemented an AGV (Automated Guided Vehicle) system for an automotive manufacturing and assembly plant, aiming to fully automate the transportation of materials, pallets, and trolleys throughout the production line.

ETEK's automated palletizer system for 30L KEGs boosts production capacity to 400 KEGs/hour, minimizes manual labor, optimizes the process, and ensures stable, 24/7 operation with flexible settings for operational adjustments.

ETEK's automated pump cap tightening line boosts production speed, ensures consistent quality, and reduces operational costs while enhancing real-time defect detection and product removal during the production process.

The automatic parking system maximizes the use of space across 3 underground levels, increasing parking capacity compared to traditional lots.
_cr_480x300.jpg)
Tân Phát ETEK – Vietnam’s Leading Pioneer in Automated Painting Solutions

A semi-automatic parking system was deployed throughout all four basement levels, featuring a 2-level puzzle parking solution in each designated basement zone

This model of automated product sampling serves not only as an innovative distribution channel, but also as a promising source of revenue for individual investors and product distributors.
_cr_480x300.png)
Case Study: ETEK Implements an Automated Production Line Training Solution at Thai Nguyen University of Technology

The semi-automatic 3-level puzzle parking system combined with a 2-level motorbike lift is an optimal parking model in terms of space utilization, operational efficiency, and cost-effectiveness.

Our client is one of the leading corporations in the food and beverage industry, operating a high-capacity potato snack production line. To ensure product quality and meet the growing market demand, the client set strict requirements for the quality inspection system. ETEK successfully developed and implemented an automated solution for date printing and product quality inspection for the snack production line.
_cr_480x300.png)
Case Study: ETEK Enhances Practical Training at Hanoi College of Electronics and Refrigeration

ETEK Parking has successfully implemented an automated parking system using Robocar technology in Quang Ninh – one of the most advanced technologies currently available in the field of automated parking.

Case Study: From Vietnam to the Philippines – Delivering a Comprehensive Refrigeration Training Solution

Case Study: ETEK Provides Technical Training Equipment for Dai Nam University
A Modern Training Solution with the Power Electronics Application Training Kit

Case Study: ETEK Equips Vietnam Vocational College Korea Ha Noi City with Advanced Training Equipment
Client: Vietnam – Korea Vocational College

ETEK and the Technical Training Equipment Project for the University and College of Technical Technology Quy Nhon
_cr_480x300.png)
The project was implemented to create a training environment that closely simulates the actual procedures and conditions of an automotive assembly line.


ETEK has successfully built a fully automatic bagging line, with a total output of up to 1200 bags/hour. The automated system includes a range of advanced equipment and technologies from automated conveying systems to bag printers, automated information checking and weight checking systems, along with detection and elimination capabilities Remove error envelopes.

ETEK has successfully researched, designed, and constructed a Distributed Control System (DCS) training laboratory for the Electrical Engineering Department of the Hanoi University of Industry.

Successful research, design, and construction of rooms: Basic technical room; Basic electrical room; Equipped electrical practice room; Electrical machine practice room; Electrical installation practice room; Automation practice room serving practical training for students and lecturers.
_cr_480x300.jpg)
ETEK successfully constructed the thermal laboratory and industrial automation laboratory for Vinh Long University of Technical Education.

Our journey with Unilever factories in Vietnam, Indonesia, and the Philippines is a story of creating sustainable and professional automation solutions for fully automated consumer goods production lines, ensuring hygiene, safety, and aesthetics...

A manufacturer of children's boxed milk products in Da Lat aims to automate their product packaging lines to improve productivity, enhance efficiency, reduce costs, and eliminate the possibility of quality issues due to human error.

The soft drink manufacturing plant has built a packaging line to increase production output with twist conveyance technology for the first time introduced in Vietnam.

ETEK has completed the production and installation of the semi-automatic parking system project with 1,000 mechanical parking positions at the Symphony complex after nearly 7 months of construction.

Our client is a leading Vietnamese electric car manufacturer with a production capacity of 25,000 vehicles per year, aiming to reach 100,000 vehicles annually by 2025.
